Ball joints are used in mechanical systems on everything from lawn tractors to cars and aircraft. They’re found virtually anywhere motion in more than one plane is required, and their function is very often critical to performance and safety.
Aerospace Industry Application
In aerospace applications, proper function can literally mean the difference between life and death. Every ball joint used in a critical mechanism must be reliable and smoothly operating with low lash and articulation resistance within very tight specifications.
Traditional Ball Joints Assembly Process
Traditional ball joint assembly processes rely on post-assembly tests to verify operation within functional specifications. Assemblies that fail are scrapped, wasting costly materials, labor and time. It’s not a good choice, but it’s the only one available to a manufacturer using traditional assembly processes and technologies.
Today, however, there is an assembly technology available that can produce ball joints with virtually identical functional performance while nearly eliminating scrap. This technology combines the decision-making power of computers and software with the precision of electro-mechanical servo controlled devices to measure and adjust the functional characteristics of a ball joint while it is being assembled. The technology is closing the loop between assembly and test.
Because lash and articulation resistance are both functions of the fit between the ball and cup of the ball joint, both can be tested by articulating the ball while the joint is being assembled and monitoring the values. This is done by a pair of servo-controlled devices, an instrumented electro-mechanical press and an instrumented torque application and measurement system. Both are controlled and monitored by a computer running analytical software.
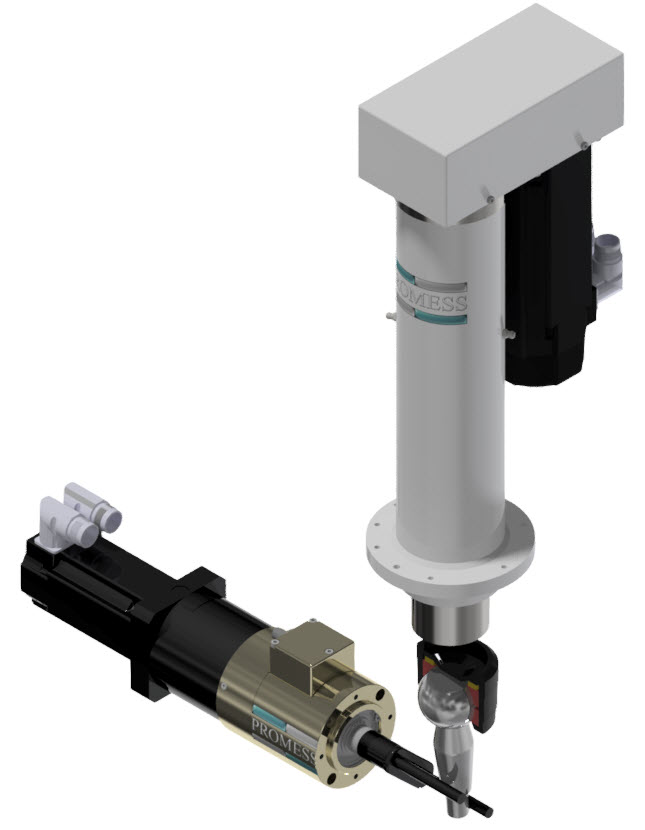
Systems with which Promess is intimately familiar combine a Promess Electro-Mechanical Assembly Press (EMAP) with a Promess TorquePRO, both controlled by a Promess Ultra-PRO multi-axis controller.
EMAP

The EMAP is essentially a CNC press consisting of a ball screw driven by a servomotor and equipped with sensors to measure position, force and other process parameters that may be necessary. The TorquePRO combines a servomotor and torque transducer in an integrated torque spindle package that delivers plug-and-run functionality. The UltraPRO is a Windows based computer running servo-control and patented force/position signature analysis software.
As soon as the component parts are loaded, the process begins by moving the EMAP down to the programmed initial ball/cup engagement point. The EMAP’s on board sensors feed precise position data back to the control, and it uses the position data to compensate for dimensional variations in the components and then advances the EMAP a precise distance to begin forming the cup to retain the ball.
While the cup is being formed, the TorquePRO articulates the joint through a programmed set of motions while the resulting torque alues are monitored, communicated to the UltraPRO and stored. Because this is all done while the joint is being assembled, the real time data is used to control the ultimate
functional characteristics of the joint.
If, for example, the ball joint articulation torque is too low, then the crimp will be too loose. However, the EMAP can be cycled again, employing a move-to force strategy that applies a specific force value rather than moving to a position. This press-measure-press assembly strategy is repeated until the articulation torque is optimal, ensuring that every ball joint is assembled to the same functional criteria, every time.
TorquePRO Torque System
Once the assembly is processed to the optimal articulation torque level, the TorquePRO system can run a short “wear-in” routine, exercising the assembly through multiple full-range-of motion cycles, where the performance data is tested again. Additionally, the data generated by the Promess system can be stored to provide individual ball joint traceability. The data can also be shared with other systems.

Traditional 20th century assembly processes cannot provide a cost effective solution here. Fortunately, the technology exists to move the assembly of ball joints into the 21st century.